Jäsproceduren för min senaste lager är i princip avslutad nu. Återstår gör endast en tids kallkrasch. En sammanställning av processen visualiseras i diagrammet härunder.
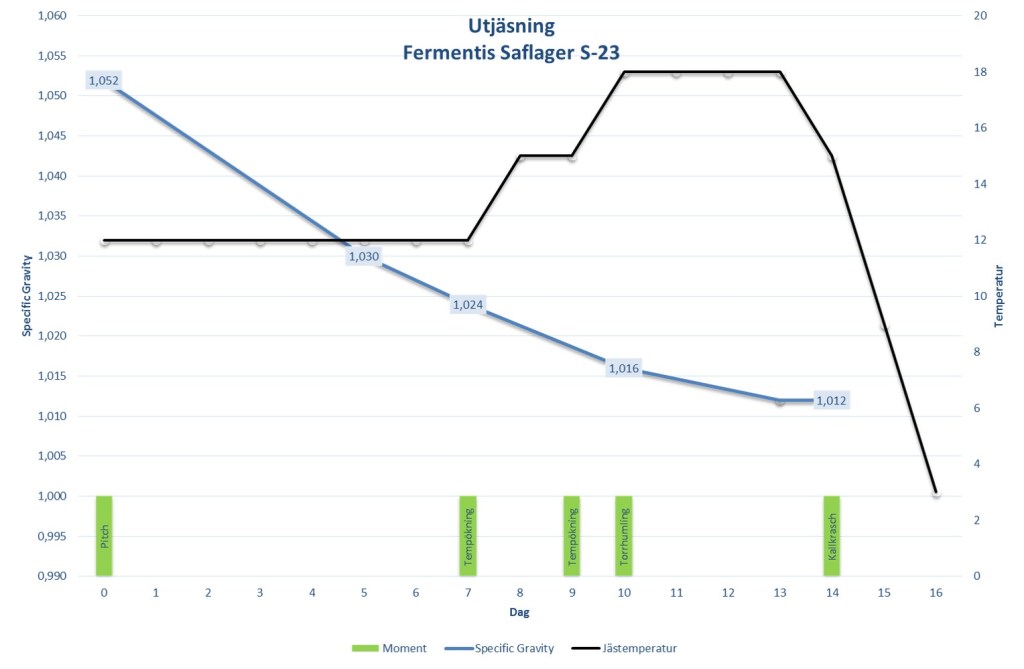
Stamvörtstyrkan låg på 1.052 efter spädning den kom ner till en slutlig vörtstyrka på 1.012 efter knappt två veckors jäsning. En utjäsning (apparent attenuation) på cirka 77%. Faktiskt en aning lågt utfall mot förväntat. Enligt tillverkaren har jästen Saflager S-23 en apparent attenuation på 82%, men förutsättningarna för en sådan utjäsning är andra de jag hade, se vidare här och här. Under testet användes en vört gjord på endast pilsnermalt, med en SG på ungefär 1.060 och 20 IBU. Därvid har 0,5 gram torrjäst per liter (50 gram/hl) tillsatts, en pitch rate på 0,2-0,33 miljoner jästceller / milliliter / °P och jäsningen har därefter skett i 23°C. Hur själva mäskprocessen, vad gäller temperatur, pH och så vidare har genomförts framgår inte. Mot bakgrund av syftet får man anta att den har optimerats med avseende på förjäsbarhet.
Uträkning av apparent attenuation eller utjäsning:
((OG-1)-(FG-1))/)(OG-1)
((1,052-1)-(1,012))/(1,052-1)
40/52=0,769 => 77%
I skrivande stund är det fortfarande oklart på vad den lägre utjäsningsprocenten i mitt fall beror. Jag har dock svårt att acceptera avvikelser av detta slag utan vidare och anser att sådana behöver ifrågasättas. En rotorsak måste följaktligen identifieras och elimineras. Trots att jag experimenterade med torrjäst och förkultivering av densamma kan jag inte dra den definitiva slutsatsen att detta och aktuellt pitch rate är orsaken. Tvärtom, enär min pitch rate var betydligt högre än den som tillverkaren använde i testet så torde det snarare kunna uteslutas som orsak istället.
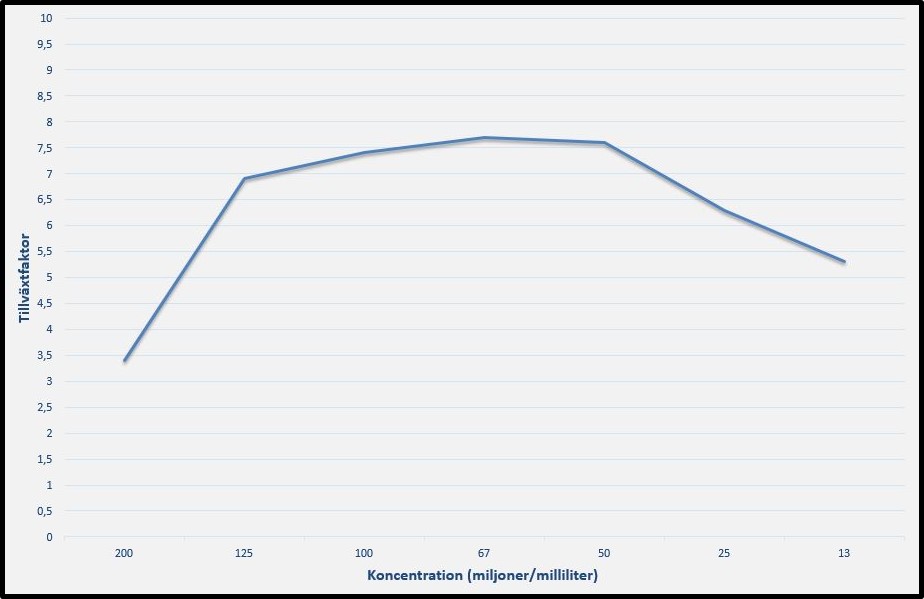
Mängden jäst sägs ha en stor påverkan på såväl smak som arom hos det färdiga ölet. Detta eftersom produktion av estrar och de flesta andra smak- och aromämnen står i direkt förbindelse med jästtillväxten. En för låg pitch rate kan innebära en förhöjd infektionsrisk och bland annat resultera i för hög esterproduktion, höga nivåer av diacetyl, och givetvis avstannad jäsning med en slutlig vörtstyrka högre än önskvärt. Samtidigt kan för mycket jäst kan leda till för låg esterproduktion tillsammans med allt för snabb utjäsning och kan resultera i en öl med för tunn eller lätt kropp.
Förkultur på torrjäst, 26 februari 2020
Mängden jästceller och aktuell pitch rate är emellertid bara en faktor, om än kanske den av störst vikt, som påverkar utjäsningen. Ett axplock av faktorer av påverkan och därmed möjliga orsaker gås igenom nedan.
Mäsk
Mäsken har en stor påverkan på en vörts förjäsbarhet i flera avseenden, varav samtliga egentligen hänger samman med den enzymatiska aktiviteten som pågår under mäskning. Enzymerna är mäskens nyckelspelare och det är de som omvandlar maltens stärkelse till jäsbart socker. Framförallt är det enzymerna beta- och alfaamylase som är av intresse, då det är de som är verksamma under försockringsrasten, vid 60-70°C.
För den enzymatiska aktivitetens vidkommande är mäskens temperatur således av stor betydelse. Det är denna som i första hand är avgörande för vilka enzymer som aktiveras. Betaamylase är mest verksam i ett lägre temperaturspann och arbetar bäst mellan 55-65°C i pH 5,0-5,5, och helst lågt i skalan. Den klipper isär långa ”sockerkedjor” till mindre, för jästen hanterbara bitar och producerar i huvudsak maltos som lättare omsätts av de flesta jäststammar. Alfa, å andra sidan, trivs i varmare temperaturer och mindre sura miljöer. Det är alfaamylase som gör ”grovdelningen” av sockerkedjorna, i motsats till betas finfördelning. Den arbetar bäst i temperaturer över 67° upp till 72°C i pH 5,3-5,7 och producerar, utöver maltos, en hel del andra sockerarter vilket kan ge större kropp och bidra till en mer komplex smakbild hos det färdiga ölet. Se vidare här. För enbart maximal förjäsbarhet skulle därför mäsken anpassats till betaamylasens optimum.
Förhållandet mellan malt och vatten i mäsken är ytterligare en faktor som påverar vörtens förjäsbarhet, eller egentligen enzymaktiviteten även här. En tunnare mäsk som ger högre en högre förjäsbarhet medan en tjockare ger lägre. Anledningen är att andelen enzymer späds ut över volymen och hindras inte på samma vis av en tät sockerkoncentration som annars kunde varit fallet. Vad som avses med tunn respektive tjock är inte helt givet, men kring 4 liter vatten per kilo malt och däröver får anses som tunn medan en mäsk på ungefär 2,5 liter per kilo eller mindre kan betraktas som tjock. Här blir också tiden av betydelse, se härunder, och en tjockare mäsk behöver kortare tid än tunnare motsvarighet innan all stärkelse är omvandlad. Se vidare här.
Tiden som enzymerna får vara verksamma har som sagt också en viss betydelse för vörtens förjäsbarhet och det slutliga resultatet. Den står i direkt samband med temperaturen och vatten-malt-ration ovan. Eftersom enzymerna är med utspädda i en tunnare mäsk tar det längre tid för dem att bryta ner stärkelsen än ifall den hade haft en högre koncentration. Alfaamylase arbetar snabbar än beta, varför en varmare mäsktemperatur leder till en snabbare konvertering. Beta behöver längre tid, i lägre temperatur, men ger alltså i gengäld en högre förjäsbarhet.
Vatten
Egentligen är det mäsken som påverkar, men man kan säga att vattnets sammansättning i kombination med den malt som används avgör mäskens pH. Läs mer om det och alkanitet här. Mäskens pH påverkar i nästa led förjäsbarheten enligt ovan.
Dessutom är vattnets magnesiumhalt av betydelse för jästen och dess aktivitet. Magnesium är nämligen en näringskälla för jästen, som sägs kräva en nivå av åtminstone 5 mg/l.
Malt
Valet av malt har en betydelse för vörtens förjäsbarhet i det avseendet att basmalt har en högre förjäsbarhet än specialmalt och karamellmalt. Detebror på mältningsprocessen av de sistnämnda som är designad för att ta fram mer komplexa sockerarter som jästen inte kan omvandla med samma lätthet. En mäsk med en hög andel specialmalt kommer med andra ord inte jäsa ut i samma utsträckning som en baserad på exempelvis enbart pilsnermalt.
Jäst och jäsning
Jästens egenskaper påverkar självklart förjäsbarheten. Ofta finns en inbyggd begränsning i hur mycket socker jästen klara av att omvandla, den brukar anges som ”Apparent attenuation” på förpackningen eller i produktdatabladet. Begränsningen beror på olika saker, men hänger samman med jästens förmåga att omvandla sockerarter samt dess alkoholtolerans.
Temperaturen, i vilken jäsning sker, är av stor betydelse för vörtens eller ölets utjäsning. I regel anges det optimala temperaturspannet på förpackningen. Men det är optimalt utifrån en sammantagen bedömning av smak och jästaktivitet. För jästen i sig, vad gäller förökning och aktivitet, är varmare temperaturer att föredra. De ger en högre utjäsning men bidrar sannolikt med felsmaker hos det färdiga ölet.
För sin förökning och uppbyggnad är jästen, utöver socker, beroende av syre. Med en ordentligt syresatt vört ger man därför jästen bättre förutsättningar och bidrar till en högre potential hos densamma.
Slutsatser
Det finns sålunda en hel del möjliga förklaringar och orsaker till den lägre utjäsningen i mitt fall. Om man ser tillbaks till datan från min bryggning är det tydligt att denna inte var optimerad för hög utjäsning, det var å andra sidan inte heller syftet, men likväl. Mäskens pH låg på 5,5 som är lite i överkant mot vad som är optimalt för betaamlysasens och förjäsbarhetens vidkommande. Inga konstigheter vad gäller mäskens temperatur, där schemat innehöll en 45-minuters rast i 63°C för betaamylasen och därefter 67°C under cirka 20 minuter. Det är möjligt att 45-minutersrasten skulle kunna ha sträckts ut något.
Maltnotan bör inte ha haft någon negativ inverkan, enär denna i huvudsak bestod av pilsnermalt. Med endast ett bidrag på 2,5% av karamellmalt därutöver, bör den ha bäddat för en hög förjäsbarhet. Däremot var mäsken, med sina endast 2,6 liter vatten per kilo malt, något i det tjockaste laget.
Vidare kan vattenprofilen jag utgick ifrån behöva justeras ytterligare, inte bara med avseende på mäskens pH, utan även magnesiumhalten. Härvid låg nivån på endast 1 mg/l. Så här i efterhand slarvigt av mig att inte dra lärdom och gå tillbaka till gamla anteckningar där jag tydligt har stipulerat att jästen behöver minst 5 mg/l. Å andra sidan sägs en, för jästens vidkommande, tillräcklig nivå av magnesium kunna tillhandahållas bara av den malt som används också.
Bidragande kan dessutom temperaturen, 12°C, i vilken jäsningen ägde rum ha haft en viss inverkan. Temperaturen ligger inom angivet optimum, om än i det nedre spektrat.
Avslutningsvis finns det följaktligen en del förklaringar till lägre utjäsningen i förevarande fall. Enligt min mening är det sannolikt mäskprocessen som jag kan komma att behöva justera.
En liten förhandstitt på vad som komma skall nedan. Arbetet med min station för mottrycksfyllning fortgår är börjar närma sig en provtestning.